- KATOの世界
鍔を作る ~三十年式銃剣~

桜が満開。春本番ですね。
スタッフKATOです。
こんにちは!
去年は見に行けなかった桜。
あれから1年。
この1年でウイルスと共に生活するうえで、やらない方がいい事とやってもいい事がわかりました。
だから今年は桜を見に行きました。
散歩がてら静かに桜を見上げる。それだけ。
マスクをしていても横に立つ人が桜の美しさに感動していることはその目で伝わります。
それで充分だと思いました。
前回S&T製三八式歩兵銃に合う三十年式銃剣の柄頭を作った記事を書きました。
https://kiyamaseisakusyo.co.jp/wp/staff/2021/03/23/7640/
本来なら柄頭の仕上げをするところですがその前に、ついでなので鍔も作ってみました。
三八式歩兵銃に三十年式銃剣を着剣するには、銃剣の龍頭の穴を三八式の銃身に通します。
しかしKTW製の銃剣の龍頭の穴径とS&T製の三八式の銃身先端の外径にかなり差があるのです。
ここもガタが出る要因だと考えました。
そこで穴径をS&T製の三八式に合わせて再設計した鍔を新規に製作する事にしました。
せっかくなので龍尾が曲がったものだけでなく、ストレート形状のものも同時に製作します。
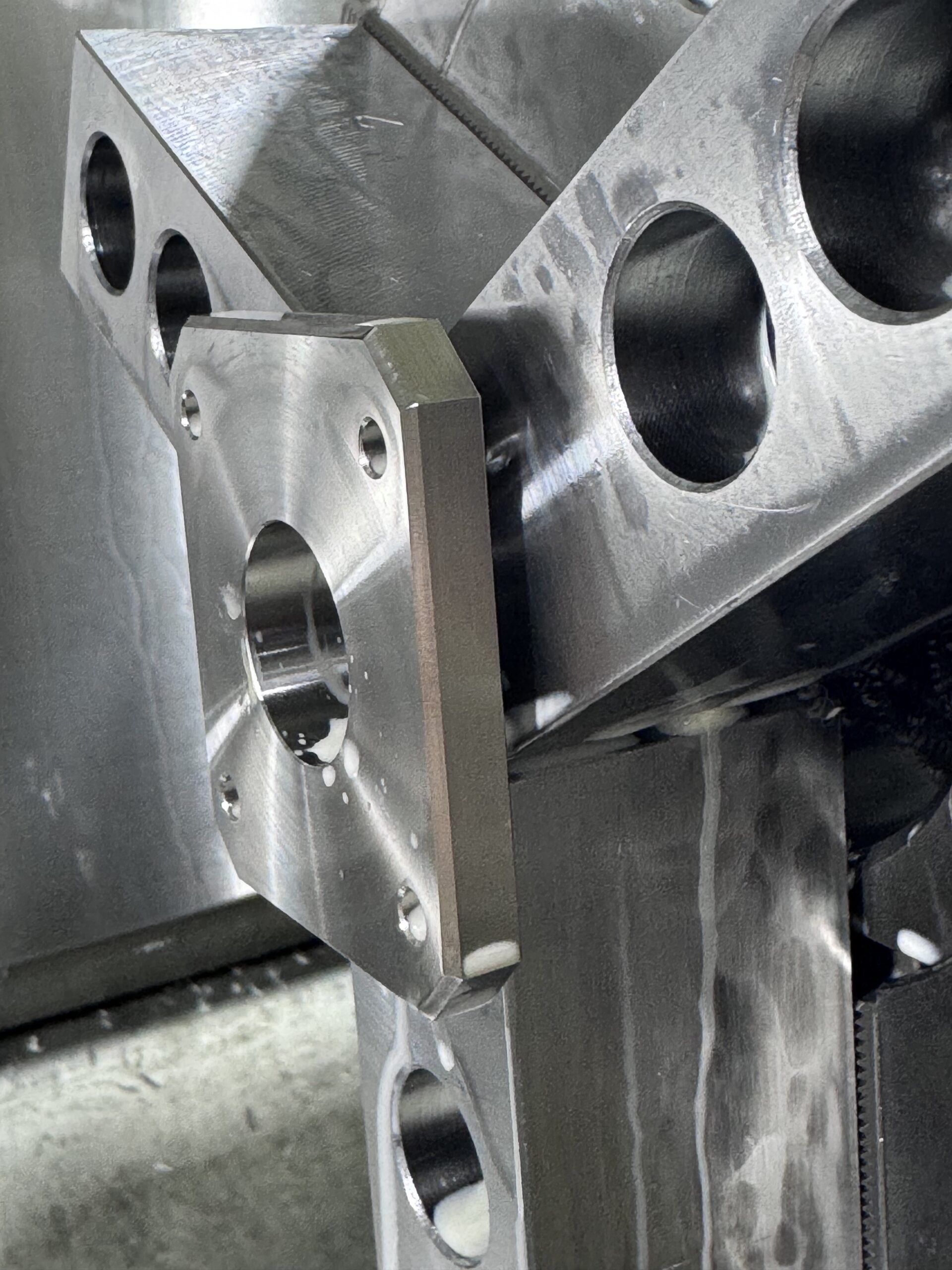
アルミニウムの板材から5軸マシニングセンタで削り出していきます。
今回は全てではありませんが加工工程ごとに写真を撮ってあるのでご覧ください。
まずはエンドミルを使いカーブしている龍尾部を板状に残しつつ輪郭形状を削り出し。
B軸を90°旋回させ龍尾のカーブ形状をエンドミルで削り出し。


次にドリルやタップを使用し、刀身に鍔を固定するピンを挿入する穴を加工。

この後中央部分に刀身を通す角穴を加工すれば1工程目は完成。
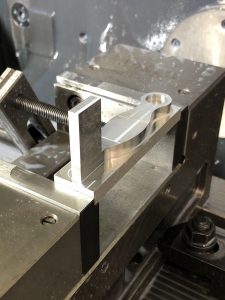
2工程目は鍔の裏側に残っている材料部分を切削して除去します。
その際ワークをクランプするのに使う治具を作成。

鍔の輪郭形状に合わせて彫り込んだバイスの口金です。

このように挟み込んでクランプします。
(※1 実際はこの口金をバイスにセットした状態で使用します)
(※2 上の画像はクランプ状態が分かりやすいよう、既に完成した鍔を挟み込んでいます)
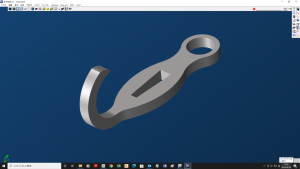
こうして完成した鍔がこちら。

龍尾がカーブしているものとストレートのモノ。
エッジの面取りはあえて機械加工では行いませんでした。
機械加工のシャープすぎる面取りより、手作業でした方が当時の雰囲気が出ると考えたからです。
この後、今回製作した鍔は前回の柄頭共々仕上げ作業とアルマイトによる染色を行います。
ということで三十年式銃剣の鍔を作るでした。
次もたぶん三十年式銃剣ネタです。
それでは!