- 加工技術
Toodle Spindles
梅雨明け以降続いた暑さが和らぎ、秋の気配を感じる今日この頃。
例年より遅かった梅雨明け、そしてまだ8月なのに涼しさを感じる最近の季候。
駆け足で過ぎ去っていく夏に少し寂しさを感じるスタッフKATOです。こんにちは。
今日は面白いアイテムを試したので紹介します。
ブログタイトルにも書きましたが「トゥードゥル スピンドル(Toodle Spindles)」という製品。

クーラントの圧力を利用して高速回転を実現するユニットです。
高速加工を行うには高速仕様の主軸を持つ工作機械を使うか、増速スピンドルなどを利用することになります。
弊社にあるような通常仕様の工作機械で高速加工をする為には増速スピンドル一択。
しかし既存の物は高価であったり、機械に改造を必要としたりなかなかハードルが高い。
そんな時紹介してもらったのがこの商品。
一般的なφ25のツールホルダーに装着して、スルークーラントを利用して高速回転させるというもの。
構造はシンプルで改造も必要なく簡単に試せそうです。
サンプルをお借りする事が出来たので、早速試してみました。
先ずはこのユニットの肝である、ツールを回転させる為の羽を専用の冶具を使って取りつけます。
前後のベアリングに挟まれるカタチで白い樹脂製の羽をツールに圧入。

この羽にクーラントが当たることで回転する仕組み。
ツールに羽とベアリングをつけたら「トゥードゥル スピンドル」本体の中に入れナットを締めればユニットの準備は完了。

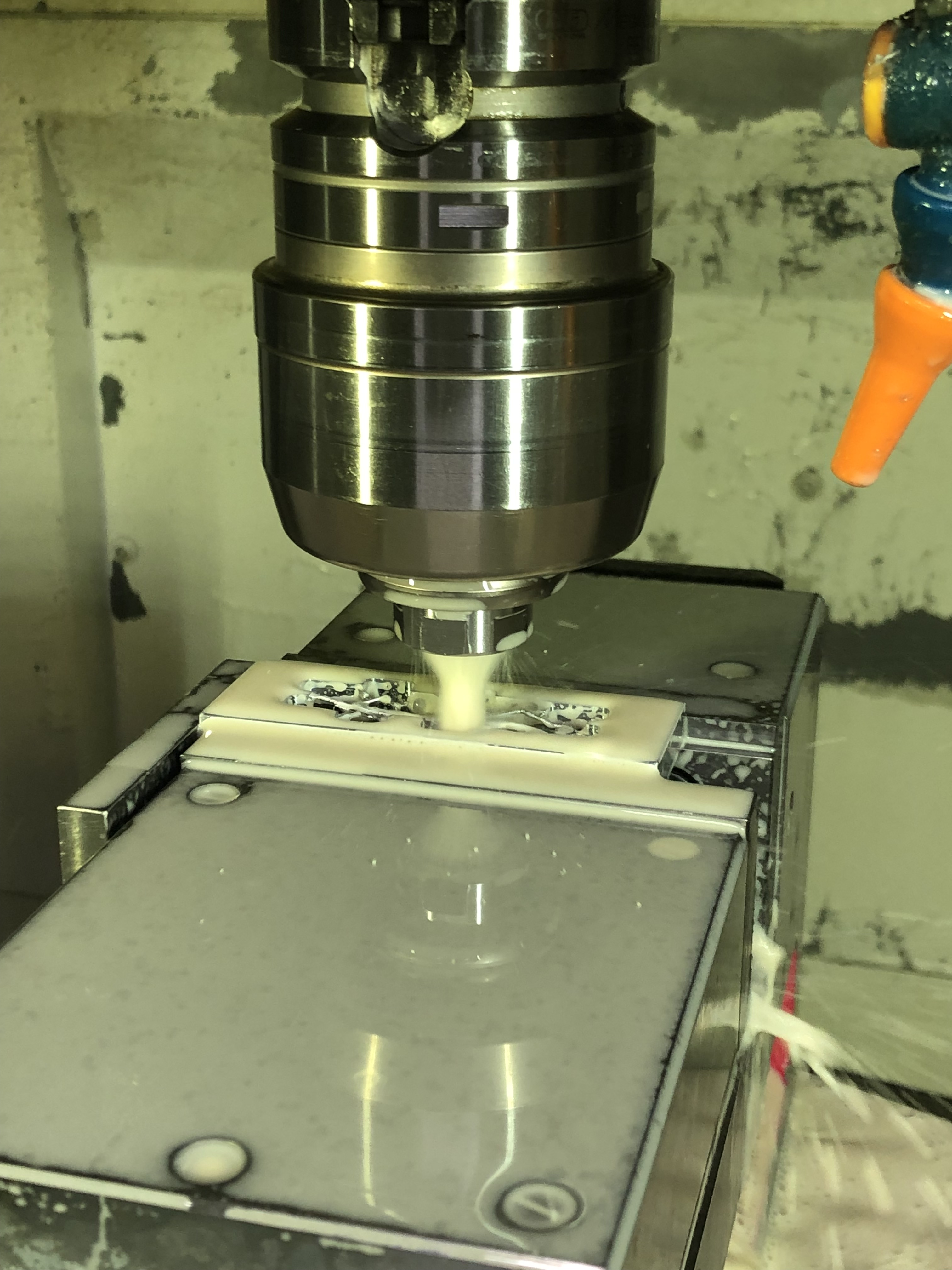
あとはこのような感じでツールホルダーに装着します。

ツールホルダーにオイルホールタイプのコレットを装着し「トゥードゥル スピンドル」を取り付けます。
クーラントが漏れなければいいわけです。
スピンドルスルークーラントの圧力で回転させるので、回転数はその圧力で決まります。
今回使用した機械はOKUMAのMU-400VⅡ。
スペック上は1.5MPaです。実際どのくらいか測定。

約1MPaでした。これで理論上は41400rpmで回転させることが出来るようです。
(注:画像では0.5MPa程度の数字ですが、これは別の機械で測定したものです)
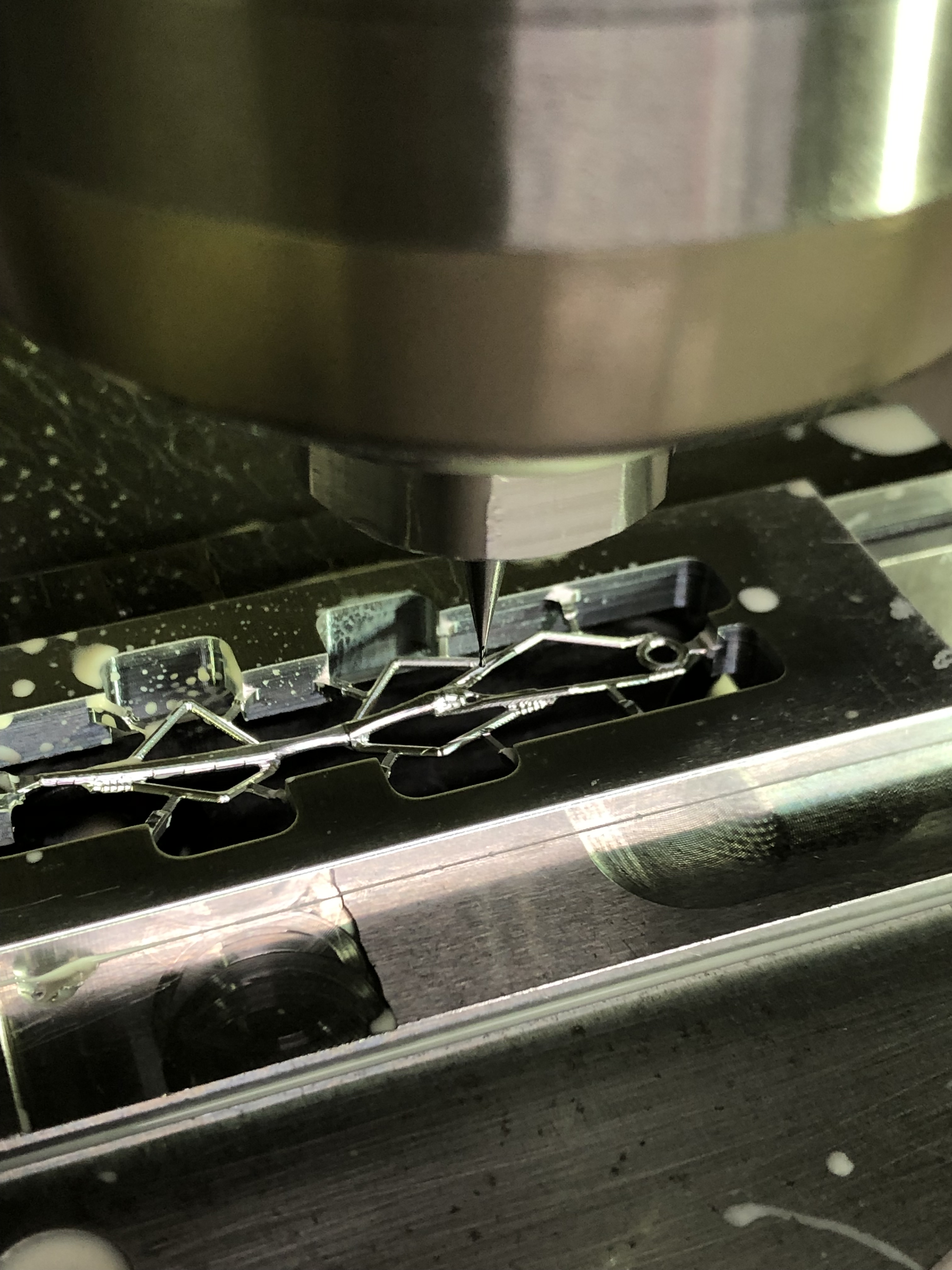
早速加工してみました。
先ずはアルミの仕上げ工程に使用してみます。
●被削材:A5052
●ツール:R0.25ボールエンドミル
●回転数:41400rpm(理論値)
●送り:F1200
●切り込み:0.05
●ピッチ:0.02
こんな条件で仕上げます。
おお、ちゃんと加工できました!
被削材がアルミなのでここまでは想定内。
次はステンレスで実験。
●被削材:SUS316L
●ツール:R0.5ボールエンドミル
●回転数:41400rpm(理論値)
●送り:F1000
●切り込み:0.1
●ピッチ:0.02
●加工時間:約42分
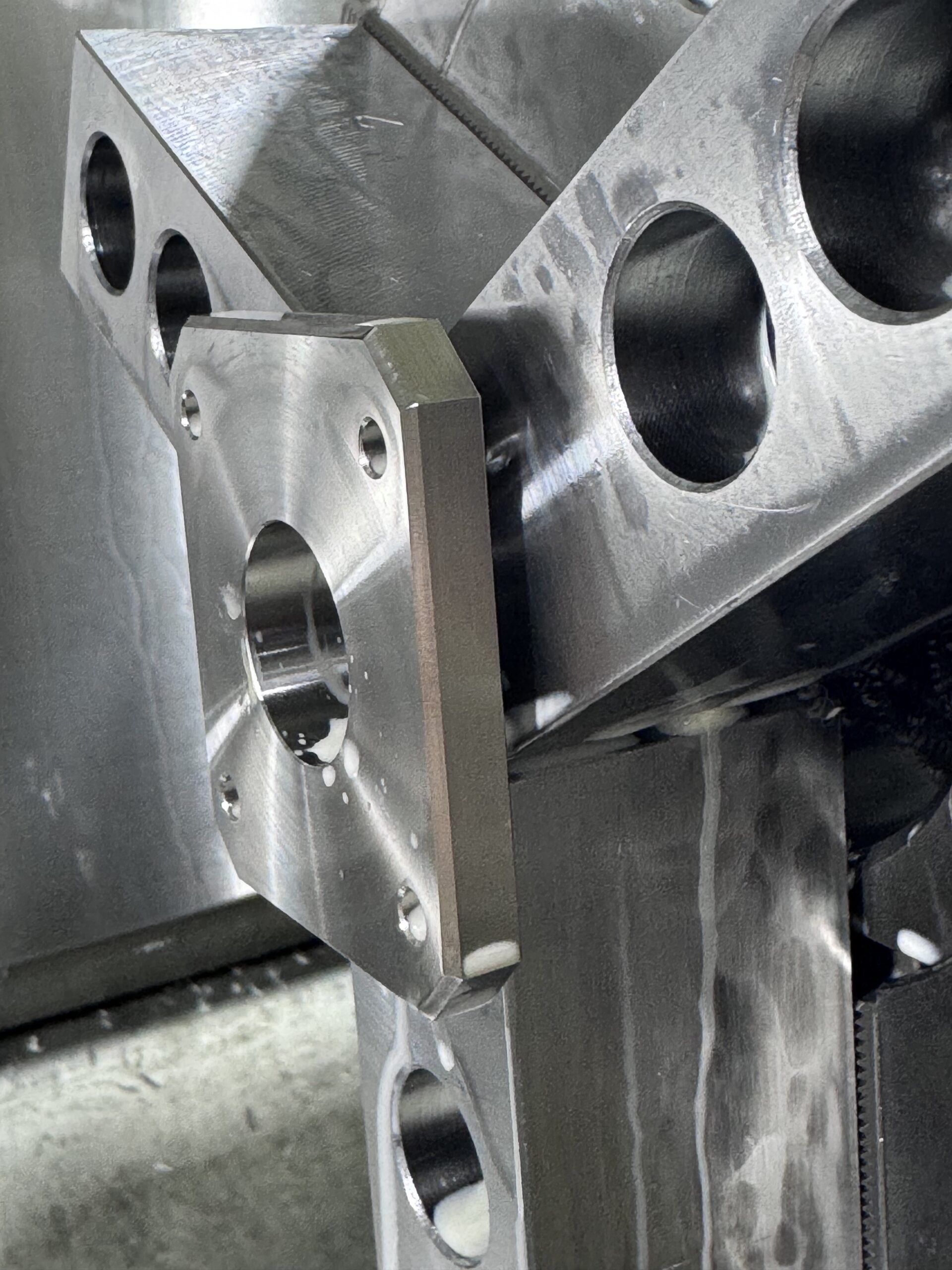
結果はSUS316Lのサンプル品の仕上加工でも問題なし!

複雑なモールドもちゃんと切削できています。
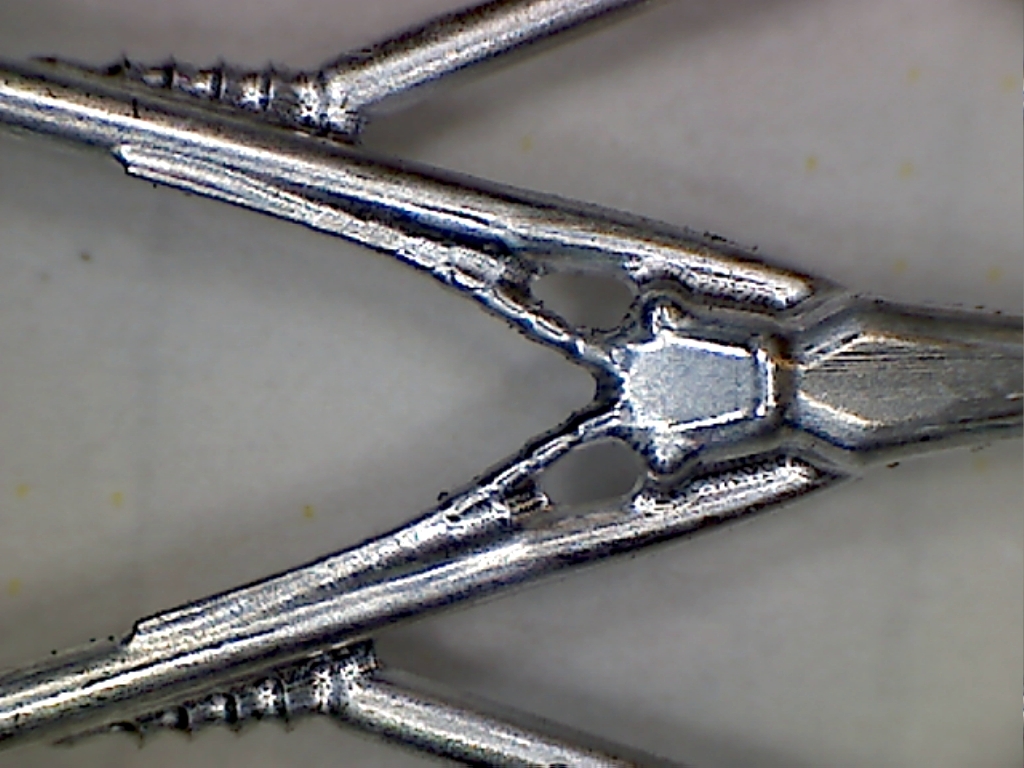
刃の持ちですが、SUS316Lのワーク(加工時間:1個42分)を7個加工すると刃が磨耗し、仕上げ面に影響が出ました。
その画像がこちら。左が1個目、右が7個目です。

左の画像と比較し右側のワークは仕上げ面がざらついているのがわかります。
まだまだいろいろと試したいのですが、充分な時間が取れなかったのでテストはここまで。
微妙な回転数の調整が出来ないなどの欠点はあるものの、とても面白いアイテムだと感じました。
とにかく比較的安価かつ大掛かりな設備を使用することなく、高回転が実現できるところが最大の魅力ではないでしょうか?
ちなみに、ちょいちょい出てくる謎の加工サンプル。
詳細はおいおい紹介していきますよ!
それでは。